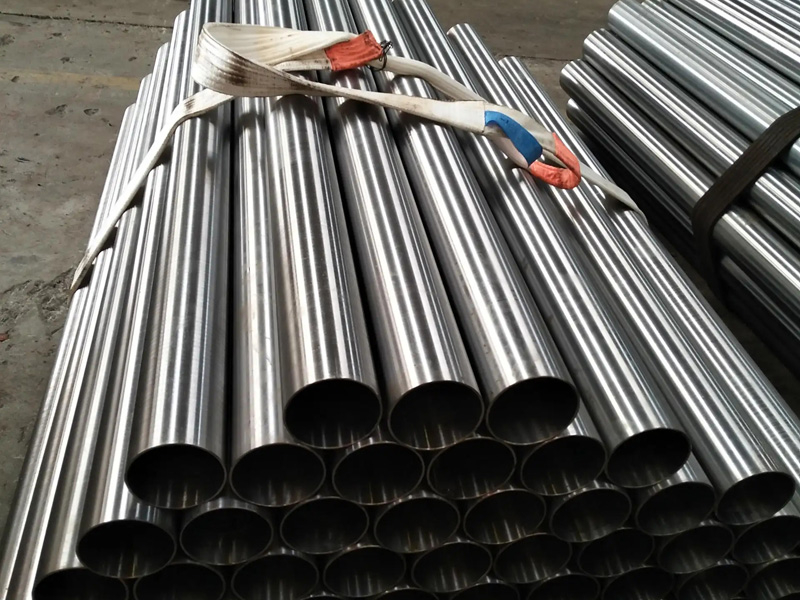

厚壁絎磨管為什么會出現劃傷 珩磨,它主要是用來進行孔徑的加工,通常是圓柱孔,比如缸筒、閥孔、連桿孔以及箱體孔等,其加工尺寸一般為5500mm,甚至可以更大。并且在一定條件下,它也可以進行外圓、平面
厚壁絎磨管是工程機械最主要部件,傳統的加工方法是:拉削缸體——精鏜缸體——磨削缸體。采用滾壓方法是:拉削缸體——精鏜缸體——滾壓缸體,工序是3部分,但時間上對比:磨削缸體1米大概在1-2天的時間,滾壓缸體1米大概在10-30分鐘的時間。投入對比:磨床或絎磨機(幾萬——幾百萬),滾壓刀(1仟——幾萬)。滾壓后,孔表面粗糙度由幢滾前Ra3.2~6.3um減小為Ra0.4~0.8&um,孔的表面硬度提高約30%,厚壁絎磨管內表面疲勞強度提高25%。油缸使用壽命若只考慮缸筒影響,提高2~3倍,鏜削滾壓工藝較磨削工藝效率提高3倍左右。以上數據說明,滾壓工藝是高效的,能大大提高厚壁絎磨管的表面質量。

 當前位置:
當前位置:

 熱門推薦
熱門推薦