
珩磨時,砂條上的磨粒以必定的壓力、較低的速度對工件外表進行磨削、揉捏和刮擦。砂條作旋轉運動和上下往復運動,使砂條上的磨粒在孔外表所形軌道成為穿插而不重復的網紋(如圖1所示),與內孔磨削比較,珩磨參與切削的磨粒多,加在每粒磨粒上的切削力十分小。珩磨的切速低,僅為砂輪磨削速度的幾十分之一,在珩磨過程中又旋轉加大量的冷卻液,使工件外表得到充沛冷卻,不易燒傷,加工變形層薄,故能得到較細外表粗糙度。
圖1 磨粒在孔外表上構成的軌道
珩磨頭與機床主軸選用起浮銜接,以保證余量均勻,由于砂條很長,珩磨時工件的凸出有些先與砂條接觸,接觸壓力較大,使凸出有些很快被磨去,直至修正到工件外表與砂條悉數接觸。因而,珩磨能夠修正前道工序發生的幾何形狀差錯和外表波度差錯(圖2所示),但不能修正軸線位置差錯。
圖2 珩磨能修正前道工序的差錯 a)圓度 b)圓柱度 c)外表波度
二、影響珩磨質量和生產率的要素
要獲得杰出的珩磨作用,除選用領先的珩磨東西及準確選用磨條材料和粒度外,珩磨時選用技術參數對加工質量和生產率也有很大的影響。
三、(航模管 珩磨管 油缸管)珩磨的圓周速度υy和往復運動速度υw
添加υw,砂條自礪作用好,生產率高。添加υy,除了進步工效外,還能改善外表質量。但兩者均不能過分地增高,否則會致使切削削溫度進步,排屑困難、砂條阻塞、磨耗加劇、珩磨作用急劇下降(如圖3所示)。珩磨速度υh為υy與υw的組成速度。這兩者組成決議了
圖3 珩磨速度與珩磨量(w)及砂條磨耗量(s)的聯系
1—珩磨壓力106N/㎡ 2—珩磨壓力5×105N/㎡ 3—珩磨壓力3×105N/㎡
珩磨軌道的穿插角a的巨細,而a角的巨細又與珩磨的生產率和外表粗糙度有關,通常以為a=30°~60°時,珩磨作用好,主張選用的珩磨角為:粗珩a=40°~60°;精珩a=20°~40°。關于Uh主張選用下列數值:加工未淬火鋼為36~49m∕min;淬火鋼為23~36m∕min;鑄鐵61~70m∕min;鋁合金為70~76m∕min。
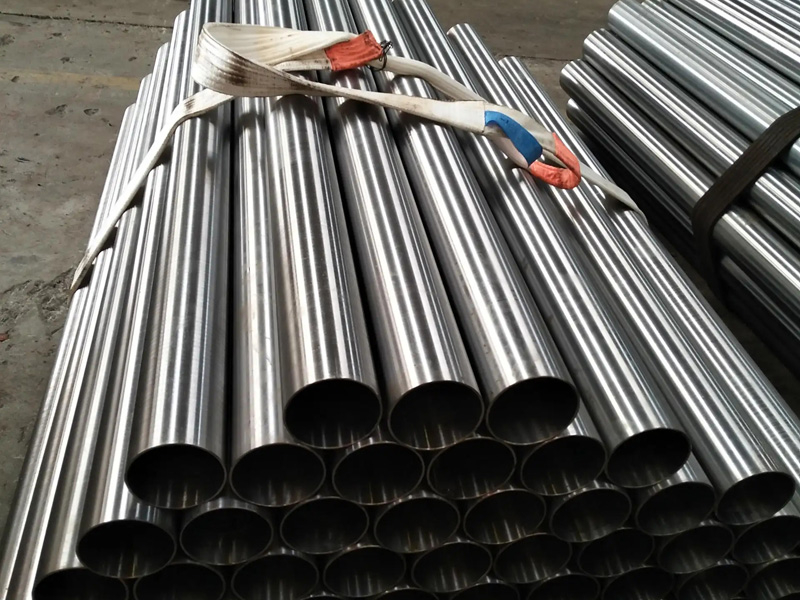
四、珩磨壓力什么是絎磨管,絎磨管技術是什么?珩磨的作用是進步工件的外表光潔度和耐磨度,最重要的一點是耐磨,由于珩磨過的物體外表構成了必定視點的穿插網紋,這些網紋里能夠存留必定的油,起到光滑的作用,削減磨檫,所以需求珩磨的工件通常是在轎車發動機缸體或缸套 各種液壓油缸 各種液壓閥體 轎車連桿 摩托車缸體 等等相似的直線運動或滾動的需求削減磨檫延伸壽數的物體.
山東鴻福瑞金屬制品有限公司生產銷售:珩磨管 研磨管 油缸管 氣缸管 液壓支柱管 不銹鋼珩磨管 不銹鋼研磨管 304珩磨管 316L珩磨管 304研磨管 珩磨管廠家 研磨管廠家 油缸管廠家 珩磨管生產廠家 研磨管生產廠家 油缸管生產廠家 不銹鋼珩磨管生產廠家 不銹鋼研磨管生產廠家 空心光軸 鍍鉻光軸 不銹鋼空心光軸 不銹鋼鍍鉻光軸

 當前位置:
當前位置:

 熱門推薦
熱門推薦